



Ultra-low contamination nanocrystal formulation manufacturing technology using a Bead mill
Patent pending
1.Development needs for nanocrystal formulation manufacturing technology
Since many of the recent new drug candidate compounds are poorly water-soluble1), poor drug absorption in the body hinders pharmaceutical development. Grinding the API to the nano level is expected to improve solubility as the specific surface area increases. Currently, the wet bead mill is the main method for manufacturing nanocrystal preparations by the pulverization method.2)3)While the bead mill has a large production capacity, there is a problem that the beads and mill members may wear and the contamination concentration in the product may increase.
In order to popularize nanocrystal preparations in the future, it is important to reduce the contamination of drugs. Therefore, bead mill processing technology that takes contamination into consideration is required. To meet this need, we have entered into a joint research agreement with Shionogi Co., Ltd. and have developed a new bead mill technology that achieves both contamination reduction and short-time processing.
2.Development goal for manufacturing nanocrystal preparations on bead mills
In developing the new bead mill technology, we have set the following goals. Contamination concentration should be 1 mg/L or less in the slurry to accommodate drugs such as injection solutions. We have set a high goal of reducing the drug substance to 1/10 or less of the conventional technology. In addition, since nanocrystal preparations are about 200 nm, we aimed to be able to process pulverization up to 200 nm in a short time (about 30 minutes to several hours) in consideration of productivity in commercial production. Since regular machine cleaning is required for pharmaceutical manufacturing machines, we aimed to improve the cleaning performance of the bead mill besides the pulverizing performance.
Development goal
① Contamination reduction (1 mg/L or less in slurry, concentration in API is 1/10 or less of the conventional technology)
② Short-time pulverization up to 200 nm (about 30 minutes to several hours)
③ Improved cleaning performance of bead mill
3.Policy to achieve development goals
We have developed a technology for the structure and processing method of a bead mill that can achieve both contamination reduction and short-time processing. In general, most of the causes of contamination of products in bead mill processing are bead-derived contamination, such as bead wear due to contact between beads and member wear due to contact between beads and mill members. Since the bead mill structure and operating conditions are key factors for achieving both bead-derived contamination reduction and short-time processing, we conducted an experiment with the development theme of optimizing these factors.
Furthermore, as contamination other than those derived from beads, there is wear of members (metals such as W and Ni) due to sliding between the fixed part and the rotating part of the mechanical seal. To meet the demand for extremely low contamination concentration such as injection solution, we have developed a bead mill that omits the mechanical seal to prevent contamination derived from the mechanical seal.
4.Improvement of contamination and processing time
4.1 Consideration for operating conditions and mill structure optimization
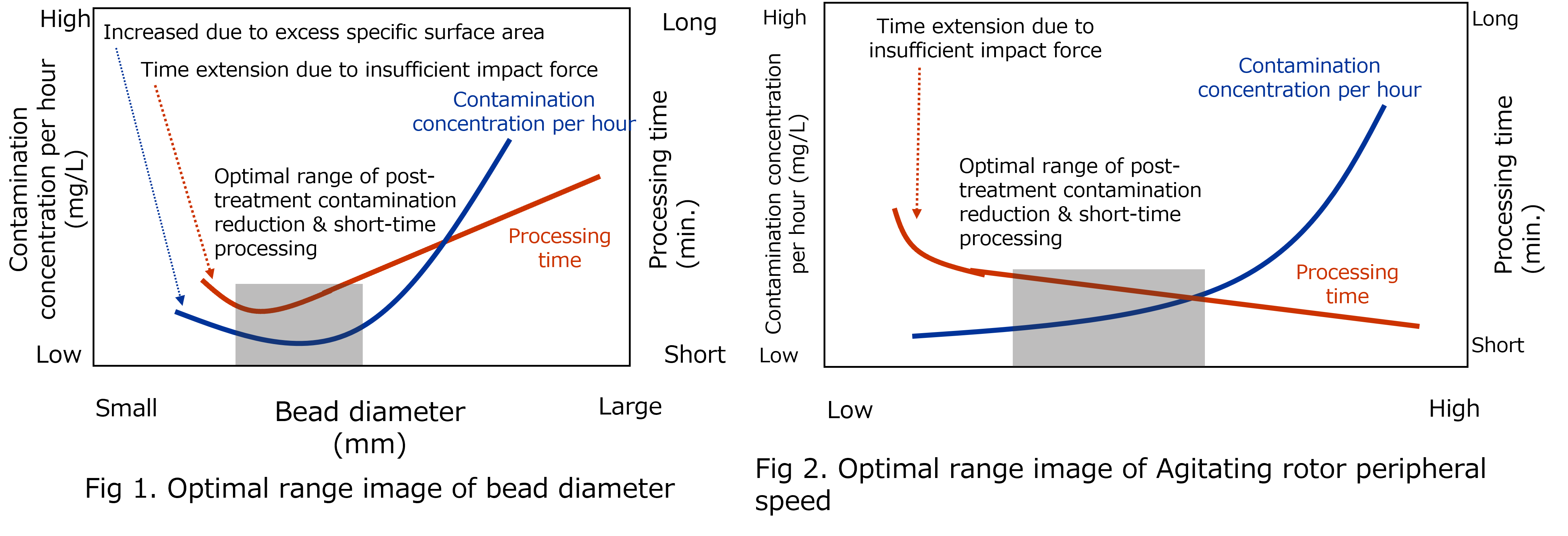
In developing a bead mill that achieves both contamination reduction and short-time processing, we optimized the two conditions of bead diameter and agitating rotor peripheral speed, which have the greatest effect on contamination concentration and processing time. Fig. 1 shows an image of the optimum range of bead diameter, and Fig. 2 shows an image of the optimum range of the peripheral speed of the agitating rotor.
Bead diameter
The contamination concentration in the slurry after processing is determined by the product of the contamination concentration per hour and the processing time. In order to reduce the contamination concentration per hour, it is effective to use small-diameter beads with a small mass and gentle impact force. However, with extremely small-diameter beads, the frequency of contact between beads becomes excessive due to the increase in the specific surface area of the beads, and conversely, the contamination concentration increases. Therefore, it is considered that the bead diameter that can reduce the contamination concentration per hour has an optimum range on the side of beads with a relatively small diameter, although it is an intermediate size.
For short-time treatment, it is effective to increase the specific surface area of beads and increase the contact frequency by using small-diameter beads. Extremely small diameter beads may not be able to be grinded due to insufficient impact force. However, since the raw material for soft nanocrystal preparations can be processed with small diameter beads, it is considered that the bead diameter that can process in a short time has the optimum range on the small diameter side.
Therefore, it is considered that the bead diameter, which achieves both contamination reduction and short-time processing, has an optimum range on the small diameter side of the intermediate size.
Agitating rotor peripheral speed
In general, the contamination concentration per hour increases slowly with respect to the increase in peripheral speed on the low peripheral speed side. It tends to increase sharply from a certain peripheral speed or higher. Therefore, low peripheral speed operation is effective for reducing the contamination concentration per hour.
The processing time becomes significantly longer on the extremely low peripheral speed side due to insufficient impact force and shortens in inverse proportion to the peripheral speed above a certain peripheral speed. Therefore, high peripheral speed operation is effective for short-time processing. Since the contamination concentration in the slurry after treatment is the product of the contamination concentration per hour and the processing time, the peripheral speed range in which the contamination concentration in the treated slurry can be reduced is near the intermediate peripheral speed. However, in the case of soft nanocrystal pharmaceutical raw materials, it can be processed on the low peripheral speed side. Therefore, it is considered that the peripheral speed of the agitating rotor, which achieves both contamination reduction and short-time processing, has an optimum range on the low peripheral speed side.
Based on the above considerations, the experimental conditions were planned and obtained through experiments.
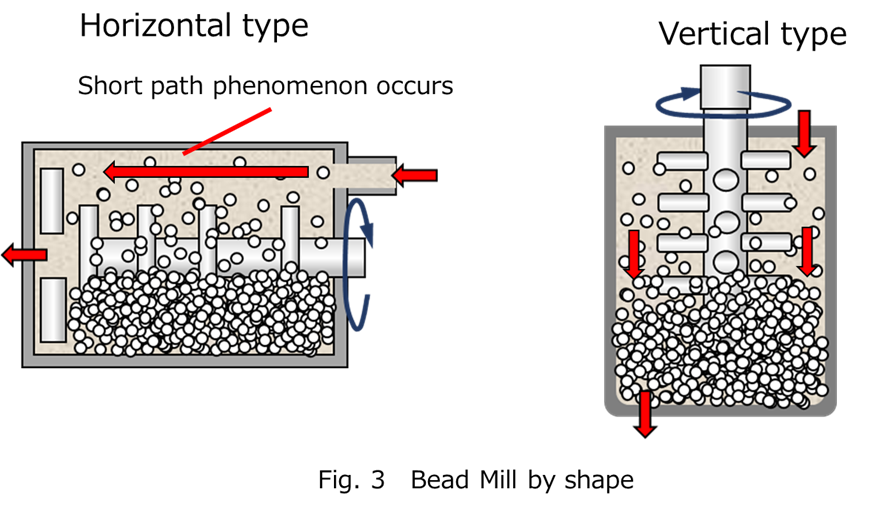
For the experiment to find the optimum range of bead diameter and agitating rotor peripheral speed, we selected a mill type that can operate at low peripheral speed even with small diameter beads and has good grinding efficiency.
There are two types of bead mills, horizontal type, and vertical type. Figure 3 shows the horizontal and vertical bead mill shapes. In the horizontal bead mill, the beads do not wind up to the top during low peripheral speed operation, creating a space without beads at the top of the mill. A short-pass phenomenon occurs in which the slurry passes through here, reducing the grinding efficiency. On the other hand, in a vertical bead mill, many beads accumulate at the bottom of the mill due to gravity. Since the beads are evenly distributed in the circumferential direction at the bottom of the mill, all the slurry can efficiently contact the beads and prevent the short pass phenomenon. Furthermore, by flowing the slurry in the mill downward, beads are accumulated at the bottom due to the effect of slurry flow in addition to gravity, improving grinding efficiency.
In our vertical bead mill Apex Mill (AM) 4), there is a bead separator with a slit type cone separator at the bottom of the mill. Since it is possible to flow the slurry downward, it was selected as the most suitable bead mill for conducting this experiment. The cone separator can prevent blockage by detecting the internal pressure of the mill and automatically adjusting the slit width. Therefore, it is possible to use small diameter beads and process high-concentration slurry.
4.2 Experimental results
Based on the above consideration, the optimum processing conditions were obtained using the experimental machine (150 mL) of the Apex Mill (AM), which is a vertical bead mill. Phenytoin, which is a typical raw material for nanocrystal preparations, was used in the experiment.
As an example of the crushing process, Fig. 4 shows the transition of particle size. In this example, it was possible to grind to 200 nm in 60 minutes, and the grind proceeded to 180 nm in 90 minutes.

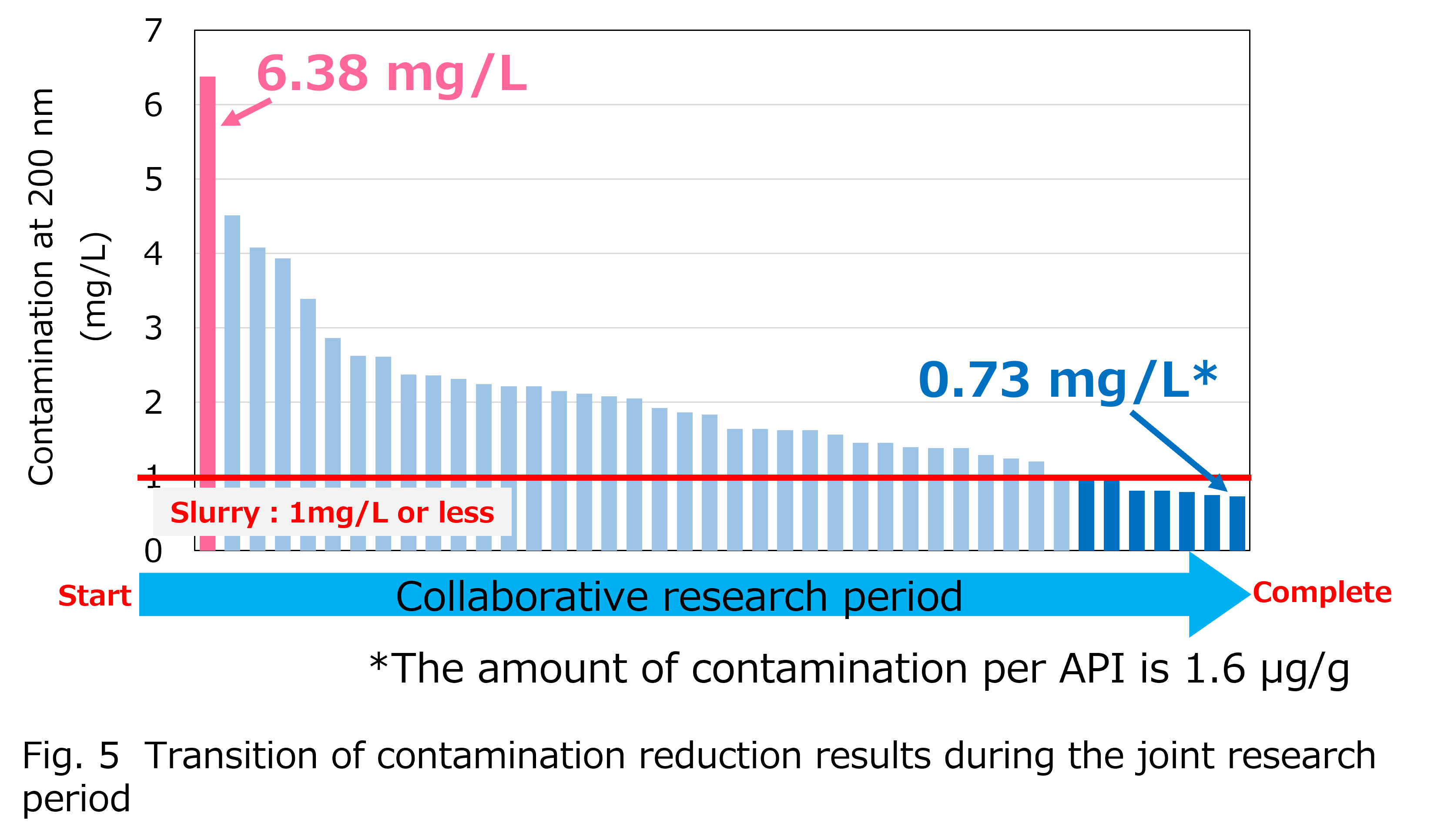
Figure 5 shows the results of reducing the amount of contamination obtained in a comprehensive experiment during three-year joint research with Shionogi Co., Ltd. The transition of the minimum concentration of contamination in the slurry when reaching 200 nm is shown at each stage from the start of the research. By clarifying and optimizing the effects of various parameters on the contamination of the bead mill one by one, we were able to reduce the amount of contamination per slurry from 6.38 mg / L at the start of the study to 0.73 mg / L, which is below the target. This value is equivalent to 1.6 μg / g (ppm) in terms of the contamination concentration in the drug substance, which is a significant reduction in the contamination concentration from the conventional contamination concentration of tens to hundreds of μg / g. We were able to obtain good results in the manufacture of nano pharmaceutical drug substances.
5. Prevention of contamination by omitting mechanical seals -Development of Seal-less AM-
5. 1 Mechanical seal omitted bead mill structure
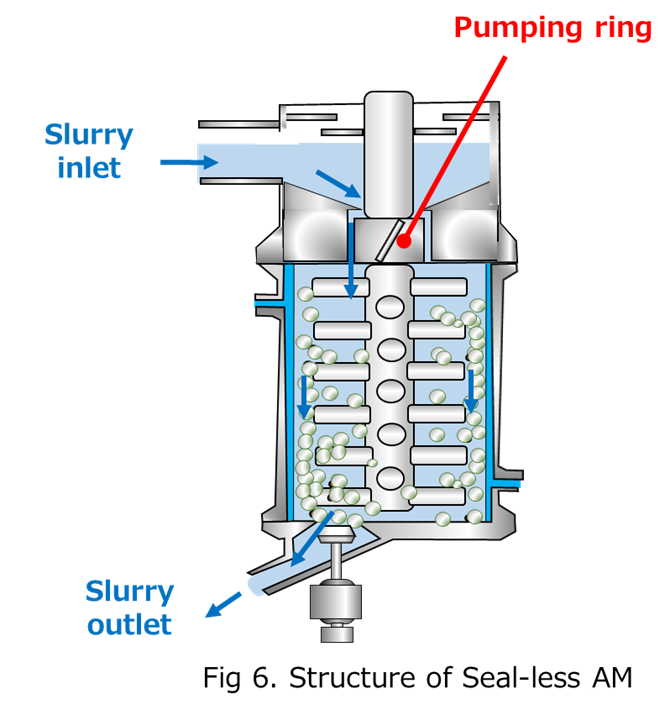
In order to prevent metal contamination derived from mechanical seals, we have omitted the mechanical seals of the Apex Mill (AM) and developed the industry’s first mechanical seal abbreviated bead mill (hereinafter referred to as Seal-less AM)5). For Seal-less AM, a slurry storage tank is installed at the top of the bead mill, and a part (pumping ring) with a pump function is installed at the bottom of the slurry storage tank. (See Fig. 6)
As a result, a pushing force is generated by the pump function, and the inside of the mill is pressurized without a mechanical seal, making it possible to prevent leakage of slurry and beads. We also use technology to improve the slurry flow around the pumping ring, but detailed structural explanations are omitted.
5. 2 Experimental results (effect of making Seal-less)
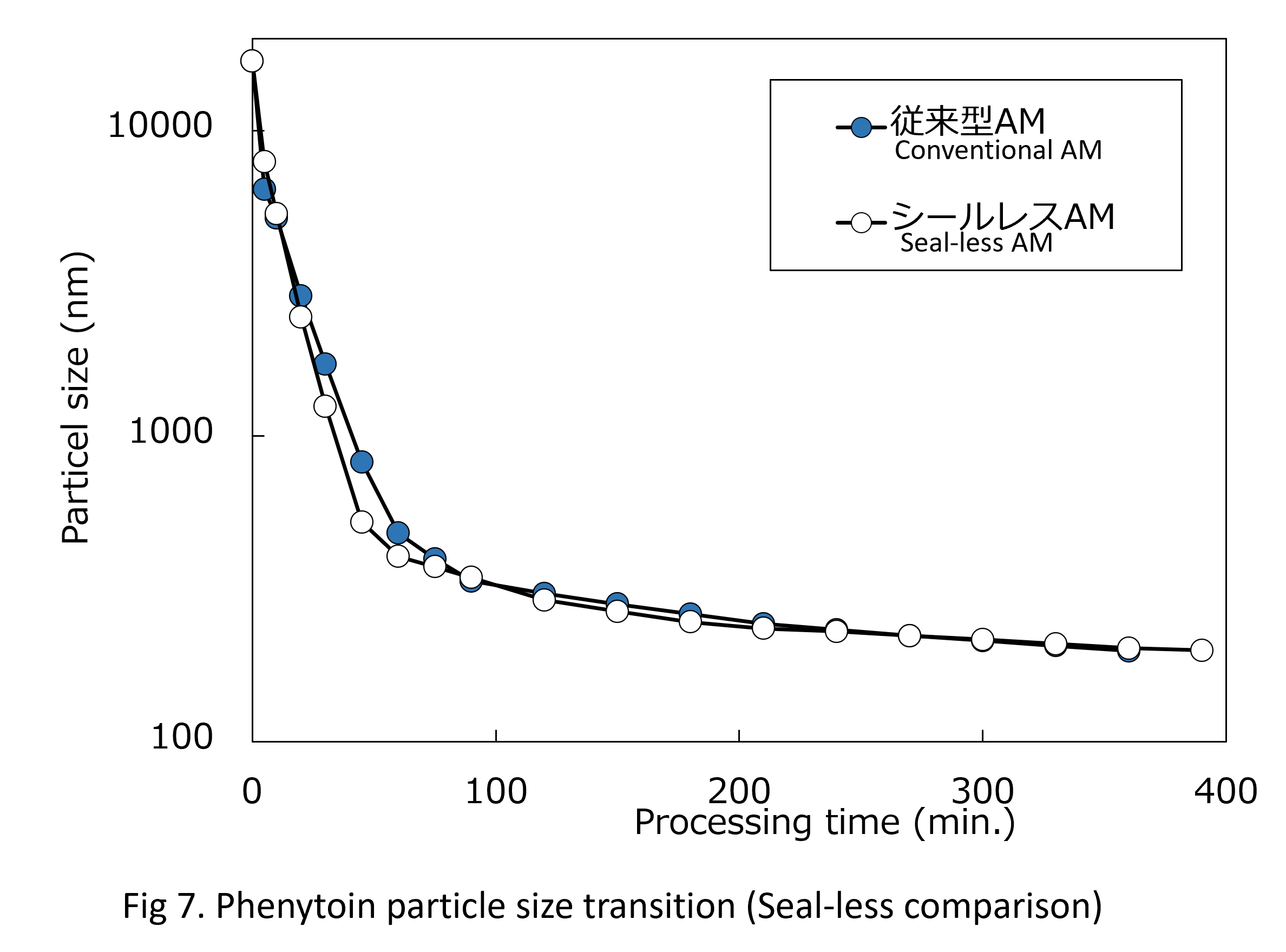
We compared the grinding capacity of conventional AM (with mechanical seal) and Seal-less AM among Apex Mill (AM). Figure 7 shows the transition of particle size during grinding. In both cases, the changes in particle size are almost the same, and there is no adverse effect on the processing time due to the seal-less design.
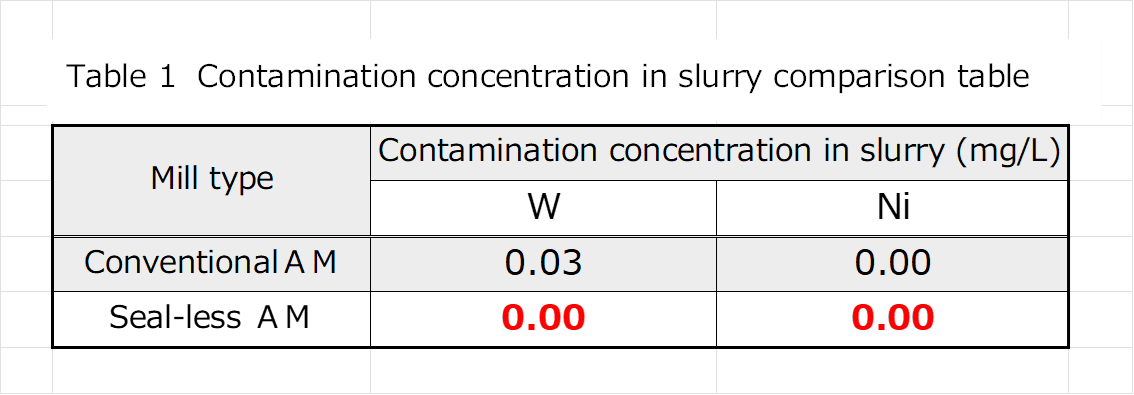
We also confirmed the contamination concentration in the slurry derived from the mechanical seal by making it seal-less. Table 1 shows a comparison of contamination concentrations in the slurry. The contamination concentration in the slurry was evaluated by tungsten (W) and nickel (Ni), which are the sliding members of the mechanical seal. In the conventional AM, tungsten (W) was detected at 0.03 mg / L, but in the Seal-less AM, the metal contamination concentration derived from the mechanical seal became 0 mg / L.
In addition, the complicated mechanical seal disassembly and cleaning work has been eliminated, making regular machine cleaning easier. Therefore, the Seal-less AM is a machine with significantly improved detergency.
6.Summary
From this research, it was found that in the production of nanocrystal preparations using a bead mill, by treating under the following conditions, it is possible to significantly suppress contamination into the drug due to metal elements while maintaining or improving productivity.
It was clarified that the metal contamination in the slurry can be suppressed to 1 mg / L or less by rotating the stirring rotor at low and medium speeds using small diameter beads of 0.5 mm or less under the processing conditions of the bead mill. In addition, as a processing device that realizes this condition, it is best to use a vertical bead mill, which has the characteristic of preventing beads from being unevenly distributed in the circumferential direction even under low-speed agitating conditions with reduced centrifugal force. Further, we have developed a “Seal-less bead mill” that omits the mechanical seal and succeeded in eliminating contamination from the sliding members of the mechanical seal.
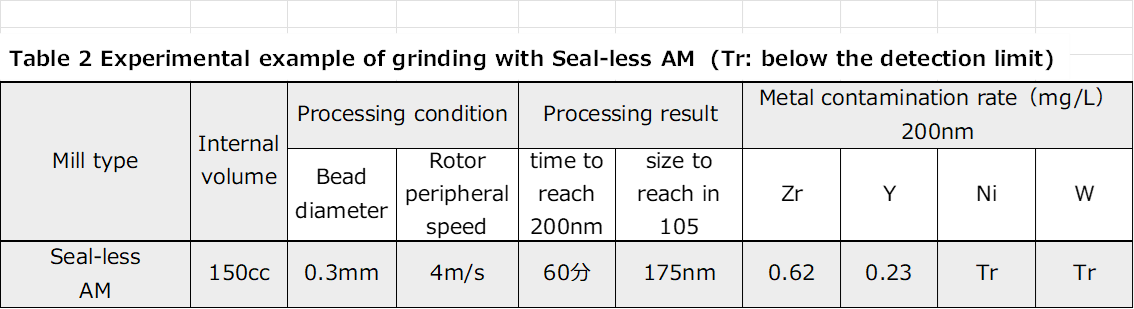
As shown in Table 2 of the experimental results with Seal-less AM, the Zr concentration in the slurry could be suppressed to about 0.6 mg / L under the optimum conditions. This is 1/4 of the processing concentration in a similar experiment with another company’s bead mill. With this bead mill, high concentration treatment of 40% by mass can be performed, and the contamination concentration in the drug substance can be further reduced to 1/8 of the conventional one. As a result, the metal contamination concentration per drug substance could be significantly reduced to 1/30 or less of the conventional technology.
Therefore, we were able to achieve the goals of contamination concentration and processing time set before the research and achieved the goal of improving the cleanability of the machine by making it seal-less. Seal-less AM is the best bead mill for API grinding, which can significantly improve contamination concentration. In the future, we will strive to contribute to the development and popularization of new drug development with the nanocrystal formulation manufacturing bead mill technology obtained in this research.
7. Introduction of Apex Mill F&M
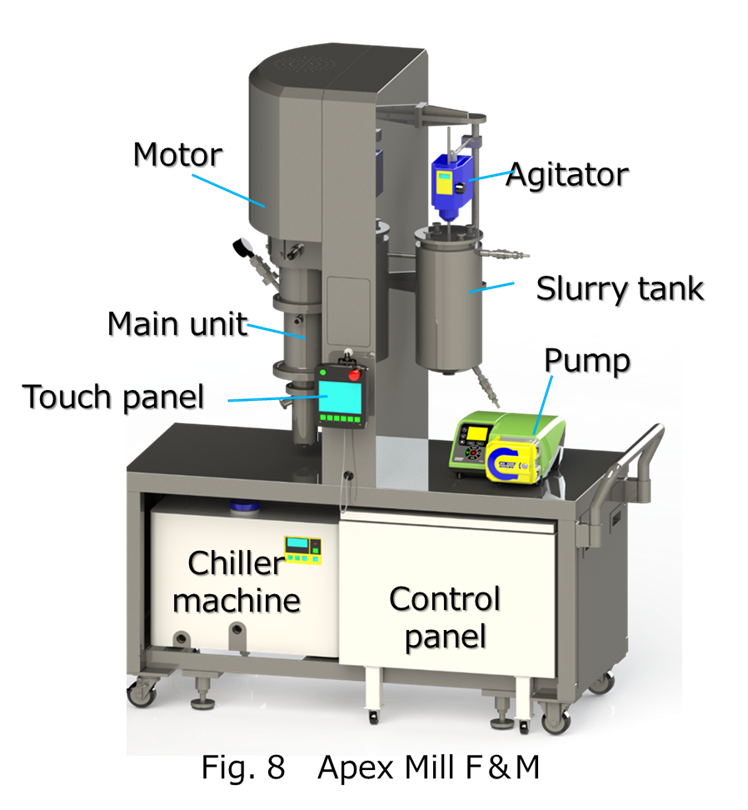
We have developed a machine (Apex Mill F&M) that pursues hygiene and workability in the Seal-less AM, which is ideal for manufacturing pharmaceutical products. (See Fig. 8)
This machine has the following structures and functions:
1.Vertical mill: Improved workability for slurry collection, disassembly, and cleaning
2.Seal-less structure: Prevents metal contamination and improves parts cleaning
In addition to these two features, a direct drive specification has been adopted, and the pulley and V-belt have been abolished by directly connecting the motor and the rotating shaft. This eliminates the generation of wear debris from the V-belt and makes it possible to further prevent contamination. In addition, an all-in-one structure that integrates the equipment required for operation has been adopted, and the equipment has been made compact, making it easy to install and move.
This machine has a lineup from 150mL experimental machines to 2L production machines. Since it is a machine that takes hygiene and safety into consideration, it is ideal for processing food, cosmetics, and pharmaceuticals. In addition, it is easy to move and install, making it ideal for research and development and small lot production.
![]()
【Reference】
1)Noriaki Nagai “Development of Ultrafine Powder Based on Crystal Engineering” Hosokawa Powder Technology Foundation ANNUAL REPORT No.27 p63–69 (2019)
2)Kuniichi Moribe, Kenjiro Higashi “Nanocrystal preparation of sparingly soluble drug” Drug Delivery system 30-2 (2015)
3)Kuniichi Moribe, Commentary “Wet pulverization and nanocrystal preparation” Pherm. Tech Japan, 32, 1, p27 (2016)
4)Seiichiro Mizunuma, Takashi Tahara “Development of ultra-fine grinder” Apex Mill ” Chemical Equipment 2 p78-81 (1993)
5)Tetsuji Ibaraki, Daisuke Hirata, Hironori Tanaka, Yuya Ochii “Development of a bead mill with abbreviated sealing device and adaptation to nano chemical grinding” Chemical Equipment 11 p32-37 (2020)